Оперативное и качественное изготовление вырубных форм.
Вырубные формы применяемые на валковых прессах обычно называются штанцформами. В переводе с немецкого это означает примерно так: ударная форма. Так и есть. Практически такие же формы применяются на тигельных прессах, где они именно методом соударения формируют будущее изделие.

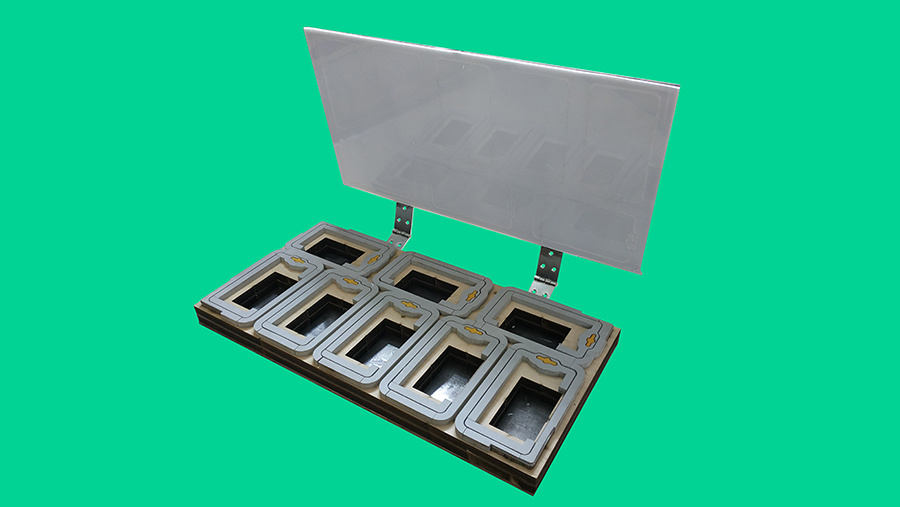
На валковом прессе ни каких ударов не происходит. Но та же форма проходя через валы формирует такие же изделия. Например, как на видео - коробки.
Если вы решили заниматься вырубкой на валковом прессе, то вы должны знать, что из себя представляют эти самые формы, как и из чего они изготавливаются.
В общем случае форма состоит из фанерного основания в котором особым образом установлен гибкий нож из специальной стали. Выглядит это следующим образом:
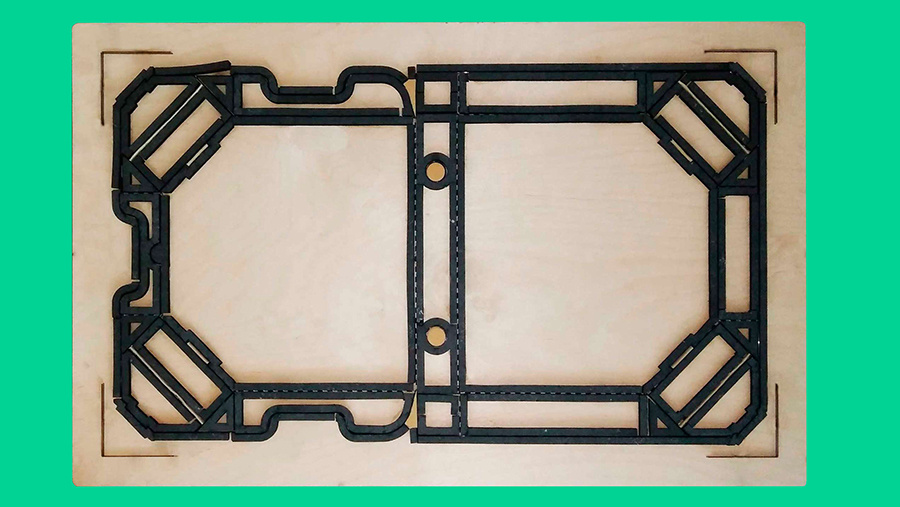
В фанерном основании прожигается лазером контур будущего изделия, плюс вспомогательные элементы, затем на специальном автоматическом оборудовании сгибается ленточный нож, после нож вставляется в полученные прорези, обклеивается эжекторной резиной для выталкивания будущего изделия и все! Форма готова!
На самом деле все немного сложнее и дольше чем кажется.
Сначала форма проектируется. Это самый главный этап изготовления формы. Без этого никак. На этом этапе формируется контур будущего изделия, где и какие ножи будут установлены на форме, какие пробойники, с какими толкателями или без оных. Какая твердость эжекторной резины, как правило, в разных местах разная, и т.д. Затем готовый проект согласовывается с заказчиком. После этого готовятся различные исполнительные файлы для чпу оборудования, и только потом лазер и гибка ножа. Но и это еще не все. Далее ручная работа, которая как всегда и сложнее и дороже машинной. Это подгонка, догиб и припасовка ножей, установка пробойников (если нужно), обклейка резиной, установка позиционирующих штифтов и прочих дополнительных элементов.
Вот некоторые данные по компонентам:
-
фанера только специальная без скрытых дефектов, толщиной, как правило 18мм, реже используют фанеру 15мм;
-
режущие ножи прежде всего различают по толщине ножа 2пт, 3пт, 4пт; толщина ножей традиционно измеряется в пунктах 1 пункт = 1/72 дюйма, то есть 0,3528 мм, соответственно 2пт это примерно 0,75мм, а 3пт - 1,05мм; 4пт используются крайне редко ввиду их большой толщины и малой пластичности;
-
ну и по высоте конечно: 10; 23,8; 30;40;50; в 90% случаев используют ножи высотой 23,8мм;
-
также ножи различают по предназначению: режущие, биговочные, рицовочные, перфорационные, специальные (например для формирования отрывной полоски) и т.д.
-
но и это еще не все, ножи различают по форме режущей кромки: двусторонние, односторонние, фасетные;
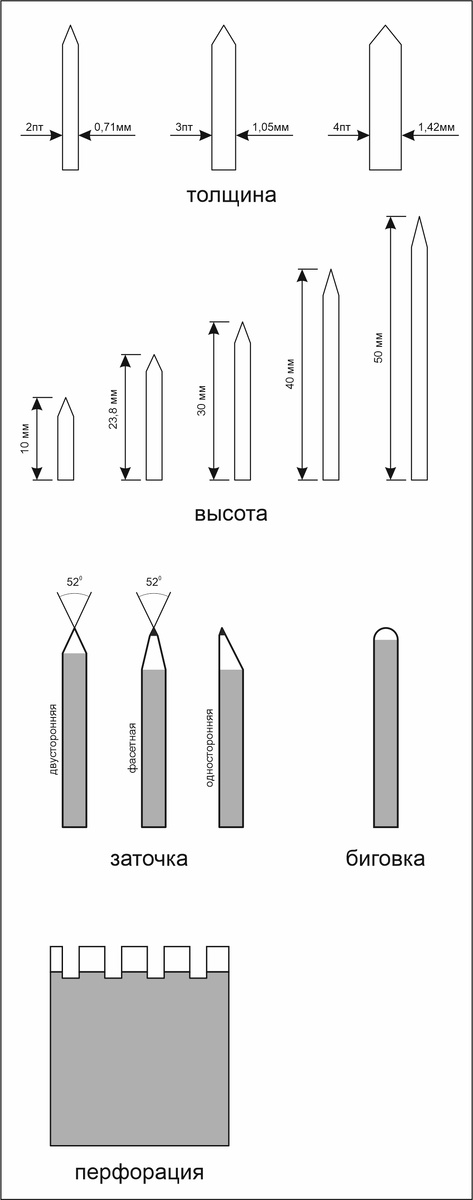
Твердость ножей (Hrc) ориентировочно: тело - 34, режущая кромка - 57.
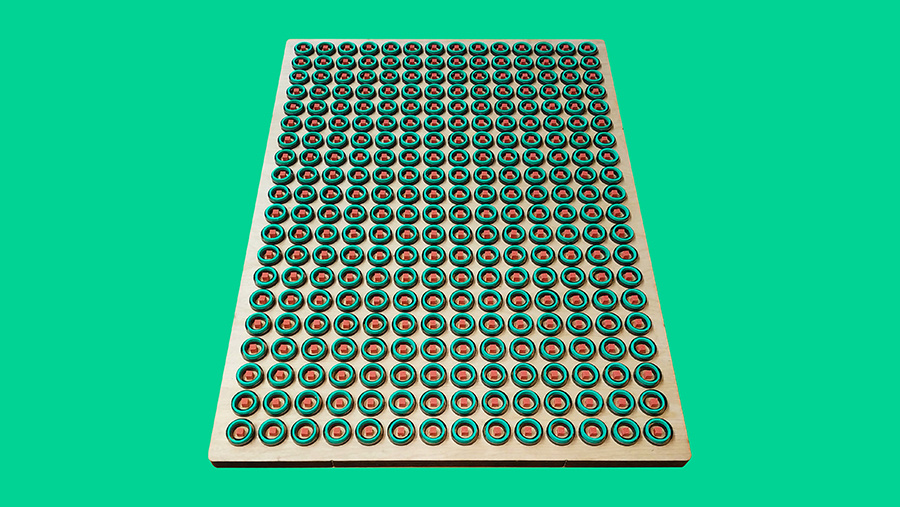
Вот некоторые примеры готовых форм:
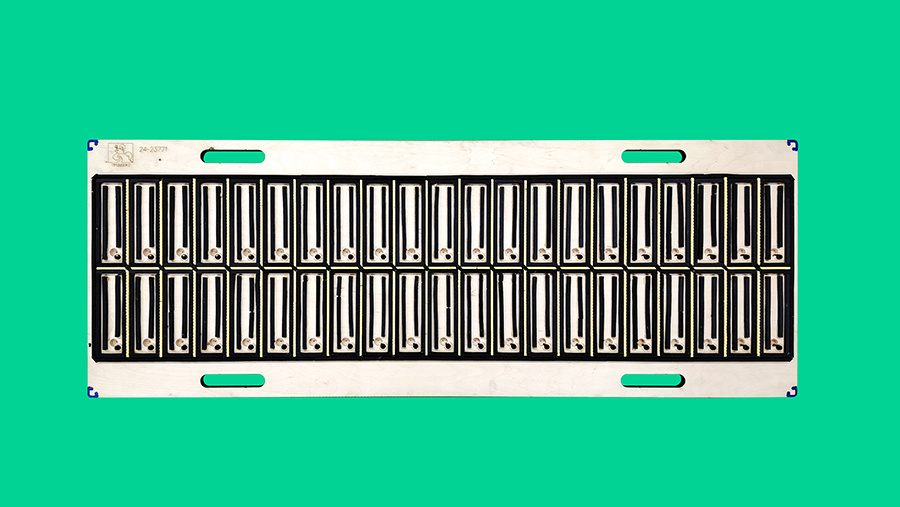
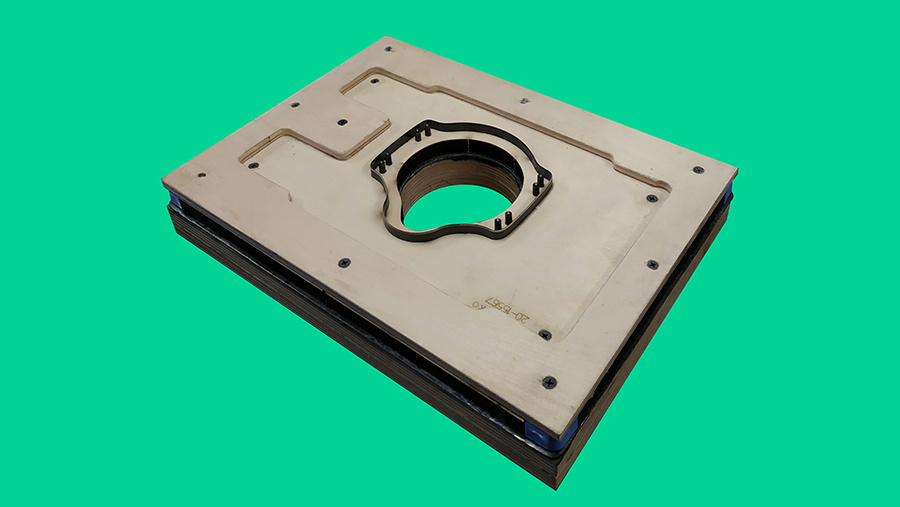
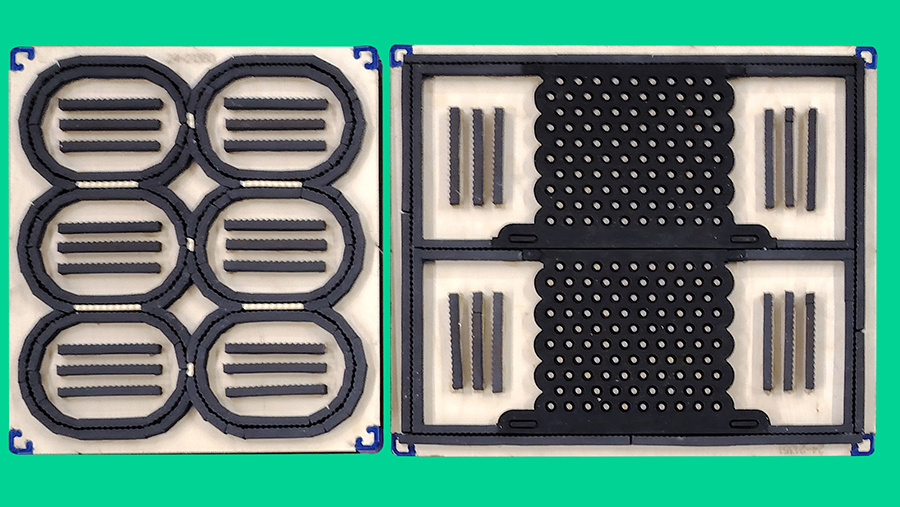

Производство штанцформ это во многом творческий процесс и как любое творчество (в том числе и техническое) он бесконечен.